

اتصل بنا
سيتم الرد على جميع اقتباساتك في غضون ساعتين بدعم المبيعات المهني لدينا.
أخبار الصناعة
 2025.10.17
2025.10.17
 أخبار الصناعة
أخبار الصناعة
Contents
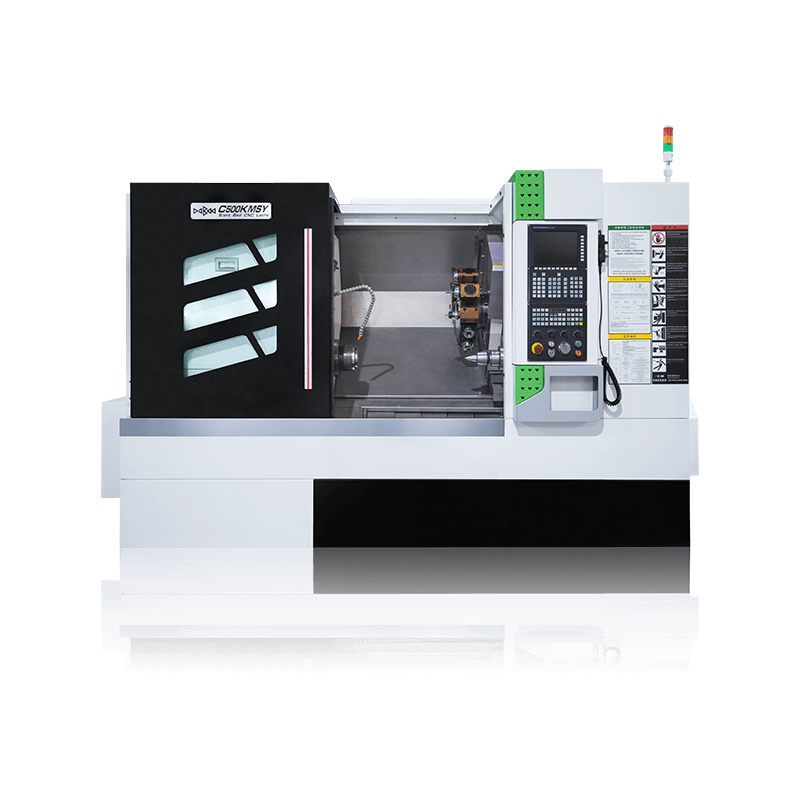
أ آلة طاحونة الدوران على المحور Y (تسمى أحيانًا أيضًا المخرطة متعددة المهام، أو مركز الطاحونة الدوارة مع المحور Y) هي آلة CNC تجمع بين الخراطة (أي عمليات الخراطة على طول المحورين X وZ) والطحن (عادةً ما تتضمن أيضًا الحفر والنقر وتحديد الخطوط) في نفس الإعداد. يتضمن أيضًا محور Y خطيًا إضافيًا (متعامدًا على المحورين X وZ) يسمح بحركة جانبية (غريبة الأطوار) للأداة. يمكّن هذا المحور الإضافي الماكينة من تحقيق استيفاء حقيقي ثلاثي المحاور (X Y Z) بالتزامن مع المحور C للمغزل أو برج الأداة الحية، مما يتيح معالجة الأشكال الهندسية الأكثر تعقيدًا في إعداد واحد.
تشمل المزايا الأساسية لآلة الطاحونة الدورانية ذات المحور Y ما يلي:
1. لقط لمرة واحدة وخطوات معالجة متعددة
نظرًا لأنه يمكن إجراء الخراطة والطحن (وكذلك الحفر، والتنصت، وما إلى ذلك) في مشبك واحد، يتم التخلص (أو تقليل الحاجة إلى نقل الأجزاء بين المخارط ومراكز الطحن المختلفة). وهذا يقلل من وقت المعالجة، وأخطاء التثبيت، وأخطاء المعايرة، وتكاليف التثبيت.
2. معالجة غريب الأطوار/غريب الأطوار
يسمح المحور Y بحركة الأداة خارج الخط المركزي للجزء. هذا يعني أنه يمكنك معالجة الأسطح المسطحة، والفتحات، والممرات، والثقوب الجانبية، والجيوب، والأخاديد على جوانب قطع العمل الأسطوانية، وهي العمليات التي تتطلب عادةً إعادة التحميل أو استخدام وحدة طحن منفصلة. إنه يتيح المعالجة غير الشعاعية الحقيقية.
3. صلابة أعلى وتغييرات أقل في الأداة
باستخدام المحور Y، يمكنك غالبًا وضع الأداة بالقرب من المادة، مما يقلل من التراكم والاعتماد على الاستيفاء القطبي المعقد عبر المحور C. يمكن أن يؤدي ذلك إلى تحسين تشطيب السطح وإطالة عمر الأداة.
4. تقصير دورة المعالجة وتقليل تكلفة الوحدة
يمكن أن يؤدي دمج العمليات إلى توفير وقت عدم القطع. أظهرت بعض الدراسات أن إضافة المحور Y يمكن أن يزيد من قدرة الحركة الخطية لآلة الطاحونة الدوارة بنسبة 33% تقريبًا.
أdditionally, functions that would otherwise require secondary operations or separate machine tools can be combined into a single operation, saving time and reducing costs.
5. تحسين مرونة المعالجة وقدرات المعالجة للأجزاء المعقدة
أs part geometries become more complex (e.g., undercuts, eccentric features, polygons, pockets, tilts), Y-axis turn-mill machines offer a competitive advantage over traditional lathes.
وبسبب هذه المزايا، تتبنى المزيد والمزيد من المتاجر آلات الطاحونة الدوارة المجهزة بالمحور Y، خاصة عندما يتطلب الجزء هندسة معقدة والحد الأدنى من الإعداد.
تفسر العديد من اتجاهات السوق والدوافع العملية شعبيتها المتزايدة:
زيادة تعقيد الأجزاء: تتطلب العديد من الأجزاء الحديثة (على سبيل المثال، في المكونات الهيدروليكية، والسيارات، والنفط والغاز) أخاديد، وفتحات جانبية، وقطع سفلية، وميزات إزاحة، وما إلى ذلك. وعمليات الطحن الثانوية للمخرطة التقليدية غير فعالة.
الحاجة إلى تقليل الأوقات وتقليل التكاليف: يساعد تقليل عمليات الإعداد والنقل على تقليل أوقات الدورات وتقليل أخطاء المشغل وزيادة الإنتاج.
أutomation Integration: Y-axis turn-mill machines can be more efficiently integrated into automated cells (e.g., bar feeders, pallet changers, robotic loaders) rather than switching between multiple stand-alone machines.
استخدام أفضل للمساحة الأرضية: ماكينة واحدة متعددة المهام تلغي الحاجة إلى آلتين (طحن المخرطة)، مما يوفر المساحة في ورشة العمل.
تحسين الدقة والتكرار: يؤدي التخلص من نقل الأجزاء إلى تقليل أخطاء المحاذاة وتراكم التفاوتات.
أdvances in control systems and CAM software: Modern CNC control systems and CAM tool chains make it easier to program and optimize multi-axis turn-mill operations, reducing complexity.
باختصار، يتم تفضيل القدرات الاقتصادية والمعالجة لآلات المحور Y متعددة المهام بشكل متزايد في بيئات الإنتاج التي تنتج أجزاء متوسطة إلى عالية التعقيد.
يسمح المحور Y في آلة الطاحونة الدوارة للأداة (أو البرج أو رأس الطحن) بالتحرك إلى الداخل أو الخارج (جانبيًا) بالنسبة إلى خط الوسط للجزء. يفتح هذا العديد من إمكانيات المعالجة التي يصعب أو يستحيل تحقيقها على مخرطة ثنائية المحور (X/Z):
الأسطح المسطحة والممرات والأخاديد والتجاويف الموجودة على الأسطح الأسطوانية
تتيح لك حركة المحور Y طحن الجوانب أو الجيوب على طول جوانب الميزات الأسطوانية، وليس الأطراف فقط.
ثقب جانبي/ثقب أفقي
يمكنك حفر ثقوب ليست على محور عن طريق تحريك المحور Y إلى موضع الإزاحة ثم الحفر في المحور Z أو استيفاء محاور Y Z.
طحن حلزوني وخيطي خارج خط الوسط
بالاشتراك مع دوران المحور C والاستيفاء، يمكن للمحور Y أن يقوم بربط المطحنة أو الاستيفاء الحلزوني للميزات خارج المركز.
طحن الوجه/طحن السطح
يسمح المحور Y للأداة بالدخول بطريقة خارج المركز والاكتساح عبر الأسطح غير المركزة.
تحول غريب الأطوار / أشكال غير دائرية
في بعض التطبيقات المتقدمة، يمكن استخدام المحور Y لإنشاء أشكال غير دائرية أو "للدوران متعدد الاتجاهات" (حيث قد تتأرجح الأداة في المحور Y أثناء الدوران) لخطوط محيطية معقدة للآلة. على سبيل المثال، قدمت Sandvik طريقة "التحول على المحور Y" حيث يتم تحريف مغزل الطحن أثناء عملية الخراطة، مما يتيح إكمال الميزات الأكثر تعقيدًا في مسار واحد.
أ particularly illustrative example is Y-axis parting off (cutting off). On a conventional lathe, the parting tool feeds along the X-axis, perpendicular to the axis. However, with Y-axis parting off, the tool feeds from the side (in the Y direction), better aligning the cutting forces with the tool axis and reducing deflection and vibration. This improves cutting stability and tool life. Finite element analysis shows that this approach can increase insert stiffness by more than six times compared to conventional insert orientation.
نظرًا لأن العديد من التصميمات تتطلب ميزات إزاحة أو غير شعاعية، فإن المحور Y يعد أمرًا بالغ الأهمية لتمكين "المعالجة خارج المركز" في إعداد واحد.
فيما يلي تفاصيل مكاسب الأداء والمقارنات:
| الطيف المتطرف | مخرطة 2/3 محور | آلة دوران/طاحونة على المحور Y | مكاسب الأداء الرئيسية |
| الإعداد / العمليات | الدوران فقط، يحتاج إلى طحن ثانوي أو تغيير موضعه | تحول الطحن في إعداد واحد | تم تقليل الوقت غير المقطوع بشكل كبير، وعدد أقل من الإعدادات |
| القدرة على الميزة | في الغالب ملامح شعاعية، ملامح نهاية الوجه | طحن خارج المركز، جيوب، فتحات جانبية، قطع سفلية | مرونة هندسية أكبر |
| وقت الدورة | يشمل النقل وأوقات الانتظار | دورة متكاملة واحدة | وقت دورة أقصر، معالجة أقل |
| أccuracy / error accumulation | أخطاء محاذاة إضافية محتملة في النقل | أll done in one alignment, minimal reposition error | تحسين دقة الأبعاد |
| تغييرات الأداة | المزيد من التغييرات في الأدوات عبر الأجهزة المنفصلة | انتقالات أقل، استيفاء متعدد المحاور | تقليل تكلفة تغيير الأداة |
| الصلابة والاستقرار | تراكب طويل للميزات خارج المحور | بروز أقصر، ومسارات أدوات أكثر صرامة | تشطيب سطحي أفضل وعمر أطول للأداة |
من الناحية العملية، أبلغت المتاجر عن تخفيضات كبيرة في وقت الدورة (عادةً ما بين 20% إلى 50% أو أكثر للأجزاء المعقدة) عن طريق التخلص من الإعدادات الثانوية. علاوة على ذلك، وكما يشير Hurco، فإن إضافة المحور Y يسمح بالطحن الحقيقي ثلاثي المحاور (X Y Z) على المخرطة، مما يؤدي إلى التخلص من العديد من الإعدادات الثانوية.
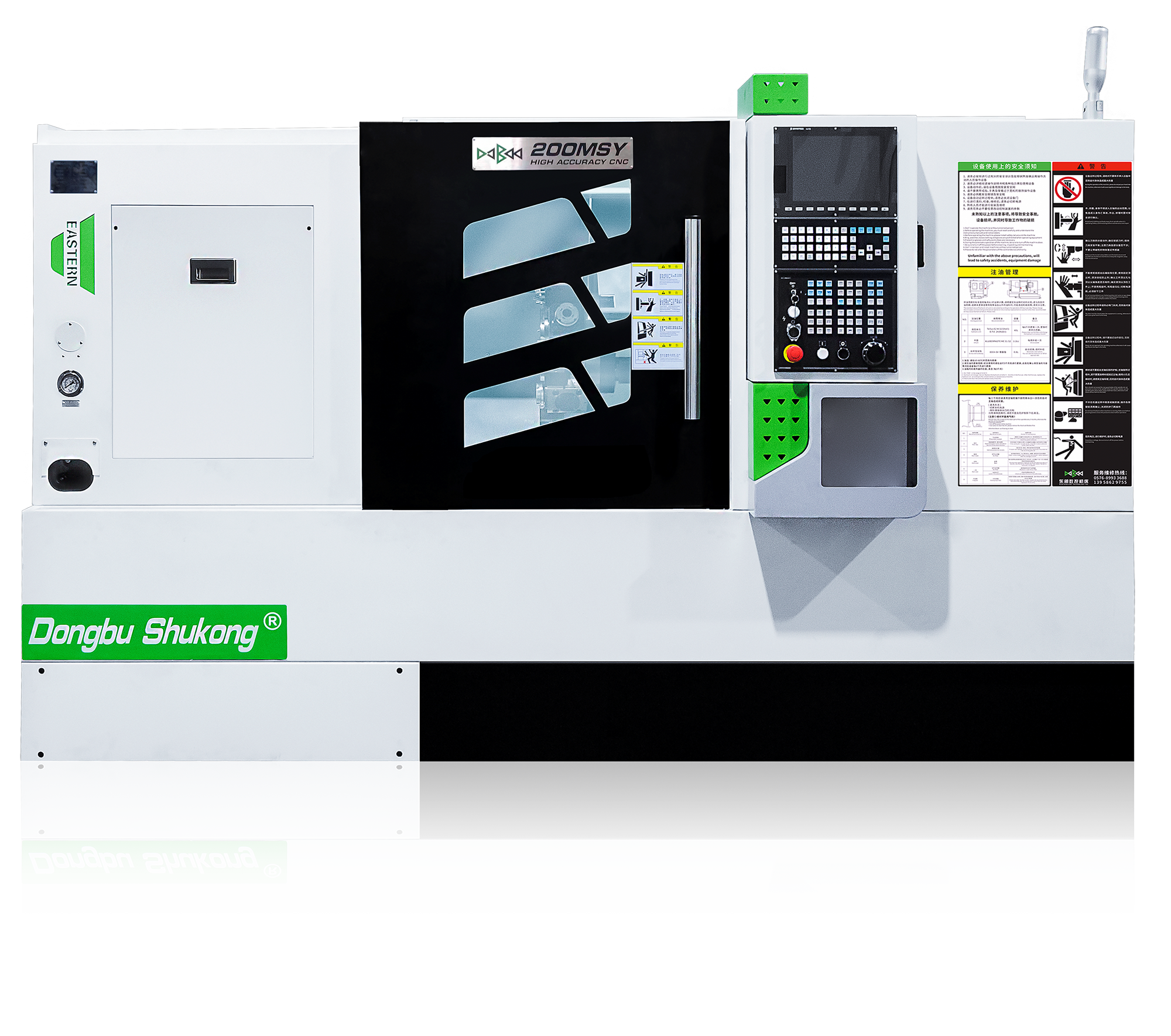
إن 200MSY عبارة عن آلة مرجعية (مثال لمركز تحويل متعدد المحاور مع محور Y):
يبلغ طول المحور Y ±2.0 بوصة (أو إجمالي 4 بوصات)
بالإضافة إلى الدوران، فهي تتمتع أيضًا بقدرات الطحن (25-4500 دورة في الدقيقة) وهي مجهزة بـ 12 أداة حية.
وهذا يعني أن هذه الآلات يمكنها دمج إمكانيات الخراطة والأدوات الحية والطحن على المحور Y على منصة واحدة.
لذلك، بالمقارنة مع المخارط التقليدية، تتمتع آلات الطاحونة الدوارة ذات المحور Y بمرونة وإنتاجية وقدرات توسعة وظيفية أعلى، خاصة عند معالجة الأجزاء ذات الأشكال الهندسية المعقدة.
تتفوق آلات الطاحونة الدوارة ذات المحور Y في المواقف التي تتطلب فيها الأشكال الهندسية المعقدة عمليات الخراطة والطحن. تتضمن بعض الأمثلة النموذجية للصناعة والأجزاء ما يلي:
النفط والغاز/الصمامات والمضخات - أجسام الصمامات، وأغلفة المضخات، وأسطح الغلق ذات الفتحات المتقاطعة والأسطح المسطحة
أutomotive/Transmission – Shafts with features, rotor hubs, transmission cases
الهيدروليكية/النيوماتيكية – الأسطوانات، الكتل المتشعبة، أجسام الصمامات
الهندسة الميكانيكية العامة - الأجزاء المدورة المخصصة ذات الميزات المتقاطعة
تشمل أنواع الأجزاء المناسبة بشكل خاص ما يلي:
أعمدة/مغازل مزودة بفتحات ومسطحات وأخاديد
شفة مع الثقوب والأخاديد الجانبية
الدوارات أو الشفرات التي تتطلب الطحن حول المحيط
الأجزاء ذات الخطوط غير الدائرية أو غريب الأطوار
الأجزاء التي تتطلب الحفر والتنصت والطحن على جانب المغزل الدوار
تتيح التغذية الشريطية وتعدد المهام إنتاجية كبيرة الحجم للأجزاء الصغيرة إلى المتوسطة
بشكل عام، إذا كان الجزء المحول يتطلب معالجة جانبية، أو قطعًا سفلية، أو ثقوبًا أو أخاديدًا خارج المركز، فإن ماكينة الطاحونة الدوارة ذات المحور Y تكون أكثر قدرة على المنافسة من سير عمل طحن المخرطة المنفصلة.
يؤدي تقديم المحور Y إلى زيادة التعقيد ويمكن أن يؤدي إلى أوضاع الفشل ومشكلات الدقة. تشمل التحديات الشائعة ما يلي:
1. الخطأ الهندسي/انحراف دقة تحديد المواقع
الانجراف الحراري (الحرارة في القضبان والهياكل)
رد الفعل العكسي أو التباطؤ أو اللعب في حواجز التوجيه
ضبط المؤازرة أو التحكم في حلقة الانجراف
خطأ عمودي بين المحور Y والمحاور الأخرى
التشخيص والتخفيف: المعايرة المنتظمة باستخدام الكرات الدقيقة، أو أجهزة القياس، أو مقاييس التداخل الليزرية، أو اختبار قضيب الكرة. استخدم جداول التعويض أو خرائط الأخطاء في CNC. التثبيت الحراري (التسخين المسبق)، والتبريد، والتصميم الهيكلي (على سبيل المثال، أدلة الصندوق، التحميل المسبق). استخدم أجهزة تشفير خطية عالية الدقة للحصول على تعليقات.
2. تآكل أو تدهور أداء السكك الحديدية
بمرور الوقت، يمكن أن يؤدي التآكل أو التلوث إلى تدهور الدليل الخطي أو الانزلاق للمحور Y، مما يتسبب في اللعب أو الانجراف.
الحل: إجراء صيانة وقائية منتظمة، والتنظيف، والتشحيم، والمعايرة الدورية، وإعادة الكشط أو الحشو حسب الحاجة.
3. مشاكل المؤازرة أو التحكم
قد تتسبب معلمات الضبط غير الصحيحة (P، I، D) في حدوث تجاوز أو تذبذب أو تباطؤ
خطأ في التشفير أو اختلال
تأخير الأمر أو خطأ في الاستيفاء
الحلول: إعادة ضبط حلقات المؤازرة، والتحقق من معايرة جهاز التشفير، والتحقق من البرامج الثابتة/تحديث وحدة التحكم، والتحقق من إجراءات استيفاء التحكم، وتقليل حدود تسريع التغذية.
4. التشوه الميكانيكي تحت حمل القطع
في ظل أحمال الطحن العالية، قد ينحرف حامل المحور Y، خاصة مع تراكبات الأدوات الطويلة. قد يهيمن الانحراف عن التركيب أو قطعة العمل.
التخفيف: استخدم تصميمات هيكلية أقوى وأجزاء متدلية أقصر ودعامات ومسارات أدوات محسنة. استخدم محاكاة العناصر المحدودة إن أمكن.
5. خطأ في محاذاة المحور/التعامد
قد لا يكون المحور Y متعامدًا تمامًا مع محاور X/Z، مما يسبب أخطاء صغيرة في الاستيفاء أو التحديد.
الحل: قم بإجراء المعايرة الهندسية وفحص التركيبات وضبط الرقائق وتعويض البرامج بشكل منتظم.
6. التدخل/الاصطدام
نظرًا لأن المحور Y يتحرك إلى منطقة بعيدة عن المركز، فقد يصطدم بالبرج أو المغزل إذا لم تتم برمجته بشكل صحيح.
التدابير الوقائية: استخدم فحص التصادم وحركات السحب الآمنة وتحقق من محاكاة مسار الأدوات.
7. تعويض الأداة وتنسيق الانجراف
الأدوات التي تم تركيبها بإزاحة في المحور Y قد تنجرف بسبب الانجراف الحراري أو التسوية الميكانيكية.
الحلول: إجراءات فحص الأداة العادية وطول الأداة وتعويض إزاحة الأداة في التحكم أو مجسات اللمس أو القياس على الجهاز.
تتضمن الممارسات الجيدة إنشاء جدول معايرة منتظم، باستخدام أدلة/براغي كروية عالية الجودة، ودمج التعويض في الوقت الفعلي، ومراقبة صحة وسلوك المحور Y بعناية.
الممارسات الجيدة لتصميم مسار الأدوات واستراتيجيات القطع لآلات الطاحونة ذات المحور Y
للاستفادة الكاملة من آلة الطاحونة الدوارة ذات المحور Y، يعد التخطيط الدقيق لمسارات الأدوات واستراتيجيات القطع أمرًا بالغ الأهمية. فيما يلي بعض الاقتراحات والإرشادات:
1. استخدم وحدة CAM أو وحدة CAM متعددة المهام
استخدم برنامج CAM الذي يدعم الاستيفاء متعدد المحاور (X/Y/Z C) وهو قادر على إنشاء مسارات أدوات محسنة لتقليل التراجعات والتحركات الزائدة عن الحاجة.
2. تقليل تراكب الأداة والحفاظ على الصلابة
يجب أن تكون الأدوات قصيرة قدر الإمكان، ومثبتة بالقرب من البرج أو المغزل، ولها الحد الأدنى من ذراع الرافعة على المحور Y لتحقيق أقصى قدر من الصلابة.
3. استخدم استراتيجيات الدخول الحلزونية أو المنحدرة أو المدورة
لتقليل صدمة قوة القطع، خاصة عند الدخول إلى الجيوب أو الطحن الجانبي، استخدم مسارات منحدرة أو حلزونية أو مدورة لتعشيق المادة بسلاسة.
4. استيفاء الحركة متعدد المحاور
كلما أمكن، استخدم محور X Y Z (بالإضافة إلى دوران المحور C) في وقت واحد لتسهيل التحولات وتقليل المكوث أو التراجع.
5. فرز العمليات لتجنب المعالجة المكررة
قم بتخطيط مسارات الأدوات بحيث تسبق عملية التخشين التشطيب وتتجنب إعادة تشكيل الأسطح النهائية. إعادة ترتيب الميزات لتقليل إعادة تحديد الموضع في المحور Y.
6. تحسين معلمات القطع
نظرًا لأن تصنيع المحور Y يتضمن عادةً الطحن الجانبي (أقل تفاعلًا)، فاضبط التغذية وعمق القطع (DOC) وسرعة المغزل لتحقيق استقرار أفضل. إذا لزم الأمر، استخدم مشاركة شعاعية أقل وتمريرات أكثر.
7. استخدام تعويض الحركة والقراءة المسبقة
تسمح العديد من وحدات التحكم الحديثة بميزات تعويض التسارع والتطلع إلى حركة الأداة بشكل سلس؛ استخدام هذه الميزات يمكن أن يقلل من الاهتزاز.
8. اختيار الأداة لتصنيع المحور Y
استخدم الأدوات المُحسّنة للطحن الجانبي والتي تحتوي على نتوء كبير، وإخلاء مناسب للرقائق، وهندسة مناسبة للطحن الجانبي. يقدم بعض موردي الأدوات أدوات مصممة خصيصًا للمحور Y.
9. ارتفاع التراجع المضاد للتصادم والآمن
في حركة الاستيفاء على المحور Y، تأكد من ارتفاع الأمان والإزاحة لمنع البرج أو الأداة من الاصطدام بقطعة العمل أو التركيب أثناء الحركة السريعة.
10. دورة التحقيق والقياس عبر الإنترنت
قبل بدء المعالجة على المحور Y، استخدم وظائف الفحص لتصحيح الإزاحات والمحاذاة بشكل ديناميكي، خاصة في المعالجة خارج المركز.
يمكن تحقيق مزايا تصنيع المحور Y بشكل كامل من خلال الجمع بين التخطيط الجيد لمسار الأدوات والتركيبات الموثوقة وإعدادات الأدوات ومعلمات القطع المحسنة بعناية.
آلات الطحن ذات المحور Y لها تأثير كبير على كفاءة الإنتاج:
1. تقصير وقت الدورة
من خلال التخلص من الإعدادات الثانوية، وإعادة تحديد موضع الأجزاء، وعمليات نقل الماكينات المتعددة، يتم تقليل وقت عدم القطع بشكل كبير.
يساهم عدد أقل من التغييرات في الأدوات وعدد أقل من العمليات في تبسيط أوقات الدورات.
2. تحسين الدقة والتكرار
أll operations are completed in a single clamping, eliminating accumulated alignment errors or fixture repositioning errors, thereby reducing scrap caused by misalignment.
3. تشطيب أفضل للسطح وعمر الأداة
تؤدي مسارات الأدوات الأكثر قوة وتحسين ثبات القطع إلى تحسين تشطيب السطح، وخطوات إعادة صياغة أقل، وانخفاض معدلات كسر الأداة.
4. تقليل الأخطاء التشغيلية والبشرية
يؤدي تقليل اللمسات والحركات إلى تقليل احتمالية حدوث خطأ لدى المشغل أو سوء التعامل أو سوء المحاذاة.
5. ارتفاع حجم الإنتاج والعائد الجزئي
تتضافر أوقات الدورات الأقصر ومعدلات الخردة المنخفضة لزيادة إنتاج الإنتاج الفعال.
6. وقت أسرع للتسويق / إنتاج أكثر مرونة
ونظرًا لإمكانية إكمال الأجزاء المعقدة على جهاز واحد، يتم تقصير الوقت، مما يؤدي إلى سرعة التنفيذ والاستجابة.
أll in all, a Y-axis turn-mill machine can transform your workflow from a multi-stage, error-prone process to a lean, precise, high-output one.
عند تقييم آلات طاحونة دوارة محددة على المحور Y، يعد الطراز Eastern CNC 200MSY خيارًا جيدًا يجب أخذه في الاعتبار. نظرًا لكونه مركزًا متعدد الاستخدامات لطاحونة الخراطة، فإنه يوفر تكاملًا شاملاً لعمليات الخراطة والطحن، جنبًا إلى جنب مع إمكانات المعالجة الحقيقية للمحور Y. يتميز East 200MSY عادةً بحركة المحور Y من أجل المعالجة الجانبية الفعالة، وبرج قوي مزود بأدوات حية، ودوران للمحور C، ونظام تحكم لإدارة الاستيفاء الكامل خماسي المحاور (X، Y، Z، C، والأدوات الحية).
إن اختيار الشرق باستخدام الحاسب الآلي 200MSY يعني تقييم المعلمات الرئيسية: دقة المحور Y (التكرار، رد الفعل العكسي)، والصلابة الهيكلية تحت أحمال الطحن الجانبية، وسعة مخزن الأدوات، وقوة المغزل ونطاق السرعة، وقدرات التعويض/المعايرة للماكينة. ال East cnc 200MSY يوفر إمكانات كبيرة للمحلات التجارية التي تتطلع إلى دمج سير العمل، وتقليل الإعدادات الثانوية، وتبسيط إنتاج أجزاء المطاحن المعقدة. تساعد ميزاتها المتكاملة على تقليل أوقات الدورات، وتقليل أخطاء المعالجة، وزيادة استخدام الماكينة - خاصة بالنسبة للأجزاء التي تتطلب جيوبًا بعيدة عن المركز، أو وجوهًا مسطحة، أو فتحات جانبية.
المنتجات الموصى بها
سيتم الرد على جميع اقتباساتك في غضون ساعتين بدعم المبيعات المهني لدينا.
استخدم أجزاء ومكونات موثوقة لضمان جودة المنتج.
يمكنك توقع تلبية طلبك في غضون 60 يومًا بعد تقديم الطلب.
يمكنك الاستمتاع بسنة واحدة لجميع produons لدينا.
sales@east-cnc.com
منطقة صناعة شانغما ، تاون شينغ ، مدينة وينلينج ، تايتشو ، تشجيانغ ، الصين.
Copyright © Taizhou Eastern CNC Technology Co. ، Ltd.

الشركة المصنعة للأدوات