



اتصل بنا
سيتم الرد على جميع اقتباساتك في غضون ساعتين بدعم المبيعات المهني لدينا.
أخبار الصناعة
 2026.06.05
2026.06.05
 أخبار الصناعة
أخبار الصناعة
Contents
أ مخرطة المغزل الفرعية هي نسخة متقدمة من مخرطة CNC القياسية التي تشتمل على عمود دوران فرعي إضافي قادر على الدوران والبرمجة بشكل مستقل. بمجرد أن يكمل المغزل الرئيسي عمليات الدوران على الجانب الأمامي لقطعة الشغل، فإن المغزل الفرعي يمسك قطعة الشغل مباشرة، ويقلبها، ويكمل عملية تصنيع الوجه الخلفي أو الوجه النهائي. يتم تنفيذ هذه العملية بأكملها داخل جهاز واحد، مما يلغي الحاجة إلى التعامل اليدوي مع الأجزاء أو تغيير التركيبات أو إعادة ضبط الأداة.
ورغم أن هذا التعديل الهيكلي قد يبدو بسيطا، إلا أن تأثيره على التصنيع المتكرر بكميات كبيرة يكون تراكميا. لنفترض أن خط إنتاج يقوم بتصنيع 500 قطعة في اليوم: إذا كانت العمليات التقليدية تتطلب عمليتي تثبيت منفصلتين، فإن المخرطة ذات المغزل الفرعي تتخلص مباشرة من 500 عملية تقليب لقطع العمل - إلى جانب 500 حالة مرتبطة من وقت إعداد الأداة والأخطاء التراكمية الناتجة عن التثبيت المتكرر.
لا تكمن الميزة الأساسية للمخرطة ذات المغزل الفرعي في "سرعتها" فحسب، بل في قدرتها على تقليل الخسائر الانتقالية بين مراحل التصنيع - على وجه التحديد، عدد مرات قلب قطعة العمل أو تثبيتها أو إعادة ضبطها. مع كل تخفيض في هذه الخطوات، يتم التخلص من مصدر الخطأ المحتمل، ويتم تقصير وقت الدورة الإجمالي.
عندما يتم استخدام مخارط CNC التقليدية لتصنيع قطع العمل التي تتطلب عمليات الخراطة على كلا الطرفين، يتضمن الإجراء القياسي عادةً الخطوات التالية: يكمل المغزل الرئيسي معالجة الجانب الأمامي ← توقف الماكينة ← إزالة الأجزاء يدويًا ← تغيير التركيب أو تعديل ظرف الظرف ← إعادة التثبيت ← إعداد الأداة ← استئناف المعالجة على الجانب الخلفي. في حين أن سير العمل هذا قد يبدو غير مثير للمشاكل عند معالجة وحدة واحدة، في بيئة إنتاج كبيرة الحجم تتضمن مئات أو آلاف الأجزاء، فإن كل حالة من حالات قلب قطعة العمل تمثل فترة ثابتة من توقف الماكينة.
تستخدم المخارط المجهزة بمغزل فرعي أسلوبًا مختلفًا. بمجرد انتهاء المغزل الرئيسي من معالجة الجانب الأمامي، يتحرك المغزل الفرعي مباشرة إلى موضعه لاستقبال الجزء، ممسكًا بالوجه النهائي لقطعة الشغل. يقوم المغزل الرئيسي بعد ذلك بتحرير قبضته، مما يكمل النقل السلس لقطعة الشغل، ويبدأ المغزل الفرعي على الفور في تصنيع الجانب الخلفي. يمكن إكمال عملية النقل بأكملها في غضون ثوانٍ، دون الحاجة إلى تدخل يدوي ويلغي الحاجة إلى التوقف أثناء الانتظار.
هذا التمييز واضح بشكل خاص بالنسبة للفئات التالية من قطع العمل:
يمكن أن تنبع أخطاء التصنيع من مصادر عديدة، من بينها أخطاء التثبيت فئة غالبًا ما يتم الاستهانة بها. في كل مرة يتم فيها إعادة تثبيت قطعة الشغل، يخضع مرجع تحديد موضعها إلى تحول. حتى لو كان مشغل الماكينة يتمتع بمهارة عالية وكان ظرف الظرف يتمتع بقابلية تكرار استثنائية، فإن الأخطاء التراكمية الناتجة عن عمليات التثبيت المتكررة هذه تظل حقيقة موضوعية.
تكمن ميزة المخرطة المجهزة بمغزل فرعي في هذا الجانب المحدد: طوال عملية المعالجة بأكملها - بدءًا من مخزون القضبان الخام وحتى المنتج النهائي - تخضع قطعة العمل لعملية تثبيت واحدة فقط. إن نقل قطعة العمل بين المغازل الرئيسية والفرعية هو عملية مدفوعة ميكانيكيًا ويتم التحكم فيها عن طريق البرنامج؛ وبالتالي، يتم تحديد إمكانية تكرار تحديد الموضع من خلال الدقة المتأصلة في أداة الآلة نفسها، وليس من خلال اتساق التدخل اليدوي للمشغل.
| مصدر الخطأ | الطريقة التقليدية (عمليتين لقط) | طريقة المغزل الفرعي (عملية واحدة) |
| خطأ في إعادة وضع تشاك | يحدث مرتين؛ الأخطاء تراكمية | يحدث مرة واحدة على المغزل الرئيسي؛ يتم تحديد دقة نقل المغزل الفرعي بواسطة أداة الآلة |
| خطأ في إعداد الأداة اليدوية | يجب إعادة معايرة إعداد الأداة بعد كل عملية تثبيت | يتم استئناف البرنامج تلقائيًا بعد أن يقوم عمود الدوران الفرعي بقلب قطعة العمل؛ لا يلزم إعادة معايرة الأدوات |
| خطأ في مسند تحديد المواقع الثانوي | قد يظهر على سطح المسند فجوات أو تشوه بعد قلب قطعة العمل | المغزل الفرعي يلتقط قطعة العمل مباشرة؛ وقت الاتصال على سطح المسند هو الحد الأدنى |
| اتساق دفعة إلى دفعة | اعتمادًا على تقنية المشغل، هناك اختلاف كبير بين الدفعات | نقل يتم التحكم فيه ميكانيكيًا؛ الاتساق من دفعة إلى دفعة مستقر للغاية |
بالنسبة للمكونات الدقيقة من نوع العمود مع متطلبات التسامح التي تتراوح من ±0.01 مم إلى ±0.03 مم - أو للأجزاء صغيرة الحجم في الصناعة الطبية التي تتطلب اتساقًا عالي الأبعاد بشكل استثنائي - فإن التحسن في الدقة الناتج عن انخفاض عمليات التثبيت هو فائدة ملموسة يمكن التحقق منها مباشرة خلال مرحلة فحص الجودة، بدلاً من البقاء مجرد تحسين نظري.
يعد وقت الدورة أحد المقاييس الأساسية المستخدمة لقياس قدرة إخراج الأداة الآلية. في مخارط CNC المجهزة بمغازل فرعية، يتم تقليل وقت الدورة على مستويين: أولاً، من خلال الإلغاء المباشر للوقت المستغرق في تقليب الأجزاء وإعادة تثبيتها؛ وثانيًا، لأن المغازل الرئيسية والفرعية يمكن أن تعمل جزئيًا بالتوازي، مما يزيد من ضغط إجمالي مدة المعالجة.
في تكوين المغزل الفرعي، بينما يقوم المغزل الرئيسي بتشكيل الجانب الأمامي من قطعة الشغل التالية، يقوم المغزل الفرعي في نفس الوقت بإكمال الدوران الجانبي لقطعة الشغل السابقة. هذا التداخل الزمني "يخفي" بشكل فعال - من منظور وقت الدورة - جزءًا من وقت المعالجة على الجانب الخلفي داخل الدورة الشاملة. بالنسبة لقطع العمل التي تكون فيها أوقات المعالجة للجانبين الأمامي والخلفي متساوية تقريبًا، يمكن لهذه العملية المتوازية أن تضغط إجمالي وقت الدورة بنسبة 30% إلى 50%، اعتمادًا على التوزيع المحدد لعمليات المعالجة بين الجانبين.
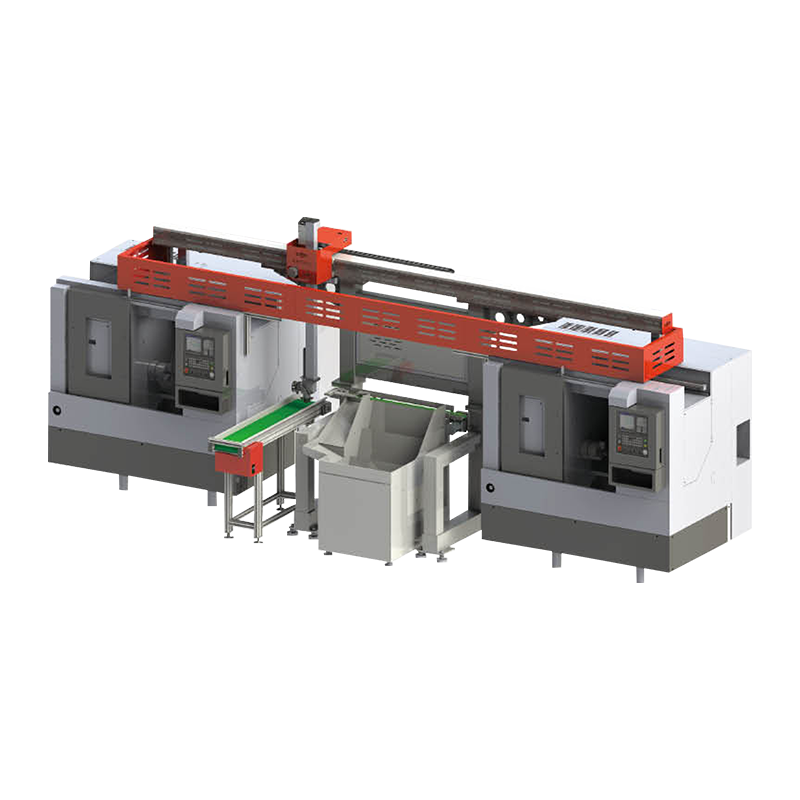
يمثل الجمع بين مخرطة CNC ذات المغزل الفرعي ووحدة تغذية القضبان الأوتوماتيكية أحد تكوينات خط الإنتاج المعتمدة على نطاق واسع والمستخدمة حاليًا لتدوير الأجزاء الصغيرة والدقيقة. يتم تغذية مخزون القضبان من أحد الأطراف، ويتم تثبيته وتحويله بواسطة المغزل الرئيسي؛ عند الانتهاء، يتولى المغزل الفرعي القيام بالدوران على الجانب الخلفي، ويتم إخراج الجزء النهائي تلقائيًا من نهاية المغزل الفرعي. ويمكن تشغيل هذه العملية برمتها بشكل مستمر مع الحد الأدنى من التدخل البشري.
يوضح هذا التكوين درجة عالية من الملاءمة للقطاعات والسيناريوهات الصناعية التالية:
بالإضافة إلى الفئات الثلاث المذكورة أعلاه، فإن العديد من الأجزاء الدقيقة صغيرة الحجم التي تتطلب تصنيعًا آليًا على كلا الطرفين - مثل مكونات الصمام الهيدروليكي، والتركيبات الهوائية، ومبيتات الأدوات - مناسبة تمامًا أيضًا للإنتاج على المخارط ذات المغزل الفرعي. عند تحديد ما إذا كان سيتم اعتماد مخرطة ذات مغزل فرعي، يمكن عادةً إجراء تقييم أولي بناءً على الأبعاد التالية:
إذا كان المنتج يتطلب تشغيل طرف واحد فقط، فإن عرض القيمة لعمود الدوران الفرعي يتضاءل بشكل كبير.
إن الاستثمار الرأسمالي المطلوب لمخرطة المغزل الفرعي أعلى من مخرطة CNC القياسية؛ ولذلك، فإن حجم الإنتاج الكبير بما فيه الكفاية ضروري لإطفاء هذه التكاليف الثابتة بشكل فعال.
لا تتحقق مكاسب كفاءة وقت الدورة المستمدة من التشغيل المتوازي للمغازل الرئيسية والفرعية بشكل كامل إلا عندما تكون أوقات المعالجة للجانبين الأمامي والخلفي متطابقة بشكل وثيق.
كلما كانت التفاوتات أكثر إحكامًا وزادت متطلبات التركيز، أصبحت فوائد الدقة المكتسبة من تقليل عدد عمليات التثبيت أكثر وضوحًا.
لا يمكن إطلاق الإمكانات الكاملة للمخرطة ذات المغزل الفرعي لتنفيذ عمليات إنتاج تلقائية مستمرة إلا عندما يتم دمجها مع نظام تغذية القضبان.
تختلف مخارط CNC المجهزة بمغازل فرعية بشكل كبير في المواصفات والتكوينات عبر السوق. عند اختيار الجهاز، تتطلب المعلمات التالية اهتمامًا خاصًا:
| المعلمة | الوصف | النطاق المرجعي (للأجزاء الصغيرة والمتوسطة الحجم) |
| دقة إعادة وضع المغزل الفرعي | يؤثر على اتساق الأبعاد لتصنيع الجانب الخلفي؛ هذا هو المقياس المهم المتعلق بالدقة والذي يتطلب التحقق | ±0.002 مم إلى ±0.005 مم |
| المغزل الفرعي ماكس. سرعة المغزل | يحدد ما إذا كان بإمكان معالجة الجانب الخلفي الاستفادة من معلمات القطع المماثلة لتلك المستخدمة في الجانب الأمامي | 4,000-8,000 دورة في الدقيقة (حسب المادة) |
| دقة تزامن المغزل الرئيسي/الفرعي | يؤثر خطأ مزامنة سرعة الدوران أثناء نقل قطعة العمل على تحديد موضع قطعة العمل في اللحظة المحددة للتسليم | ضمن ±1 دورة في الدقيقة |
| شريط المخزون من خلال قطر الثقب | تحديد القطر العالي لمخزون القضبان الذي يمكن معالجته؛ يجب أن تتوافق مع مواصفات المنتج | φ20 مم إلى φ65 مم (النطاق المشترك) |
| قدرة أداة البرج | كلما زاد عدد محطات الأدوات، زادت عمليات المعالجة التي يمكن إكمالها ضمن إعداد تثبيت واحد، وبالتالي تقليل وقت التوقف عن العمل المرتبط بتغييرات الأداة | 12-20 محطة أدوات |
تعد دقة إعادة تحديد موضع عمود الدوران الفرعي مقياسًا غالبًا ما يتم تجاهله أثناء عملية الاختيار، ومع ذلك فإن له تأثيرًا عمليًا كبيرًا. تسرد بعض أوراق مواصفات المعدات دقة المغزل الرئيسي فقط؛ تتطلب الدقة الفعلية للمغزل الفرعي التحقق المستقل. عند الضرورة، اطلب من الشركة المصنعة تقديم بيانات الاختبار الفعلية أو اتخاذ الترتيبات اللازمة للتحقق من أجزاء العينة.
لا تنبع قدرة المخرطة المغزلية الفرعية على تقليل الحاجة إلى عمليات المعالجة الثانوية من اختراق تكنولوجي واحد، بل من ابتكارات التصميم الهيكلي التي تضغط - أو حتى تلغي - خطوات محددة ضمن سير عمل العملية، مثل تقليب الأجزاء، وإعادة التثبيت، وإعداد الأداة. بالنسبة للأجزاء الدقيقة ذات الحجم الكبير التي تتطلب تصنيعًا آليًا على كلا الطرفين، فإن ضغط العملية هذا يؤدي إلى تحسينات قابلة للقياس في وقت الدورة واتساق الأبعاد ومتطلبات العمل.
تمثل مكونات السيارات، والأجزاء الطبية، والمحاور الدقيقة قطاعات ذات كثافة عالية نسبيًا لتطبيقات مخارط المغزل الفرعي. تشمل خصائصها المشتركة أحجام إنتاج عالية، وتفاوتات دقيقة، وحساسية لتغيرات نقطة الإسناد بين عمليات التشغيل المتتالية. إذا كان خط إنتاجك يتضمن حجمًا كبيرًا من الأجزاء التي تتطلب الخراطة على كلا الطرفين، وإذا أصبحت إجراءات القلب اليدوي الحالية والتثبيت الثانوي بمثابة عوائق فيما يتعلق بوقت الدورة أو دقة الأبعاد، فإن تقييم الفوائد المحتملة لإدخال مخرطة المغزل الفرعية هو مسار عمل موصى به للغاية.
سيتم الرد على جميع اقتباساتك في غضون ساعتين بدعم المبيعات المهني لدينا.
استخدم أجزاء ومكونات موثوقة لضمان جودة المنتج.
يمكنك توقع تلبية طلبك في غضون 60 يومًا بعد تقديم الطلب.
يمكنك الاستمتاع بسنة واحدة لجميع produons لدينا.
sales@east-cnc.com
منطقة صناعة شانغما ، تاون شينغ ، مدينة وينلينج ، تايتشو ، تشجيانغ ، الصين.
Copyright © Taizhou Eastern CNC Technology Co. ، Ltd.

الشركة المصنعة للأدوات