



اتصل بنا
سيتم الرد على جميع اقتباساتك في غضون ساعتين بدعم المبيعات المهني لدينا.
أخبار الصناعة
 بيت / أخبار / أخبار الصناعة / مخارط CNC ذات البرج المزدوج ومخارط CNC ذات المغزل المزدوج: الاختلافات الرئيسية لاختيار مركز التصنيع
بيت / أخبار / أخبار الصناعة / مخارط CNC ذات البرج المزدوج ومخارط CNC ذات المغزل المزدوج: الاختلافات الرئيسية لاختيار مركز التصنيع  2026.06.26
2026.06.26
 أخبار الصناعة
أخبار الصناعة
Contents
مخارط CNC ذات برج مزدوج ومخارط CNC ذات المغزل المزدوج عبارة عن تكوينين لأدوات الآلة تمت مناقشتهما بشكل متكرر معًا في مجال تصنيع الأجزاء الدقيقة. وبينما يهدف كلاهما إلى تعزيز الكفاءة، فإنهما يعالجان تحديات مختلفة: يركز أحدهما على جانب الأدوات، بينما يركز الآخر على جانب المغزل. يمكن أن يؤدي الخلط بين هذه المفاهيم بسهولة إلى سوء اختيار المعدات. تشرح هذه المقالة الاختلافات — التي تغطي المنطق الهيكلي، وملاءمة العملية، وتكاليف الصيانة — لمساعدة المشترين على تجنب الأخطاء الشائعة أثناء عملية الاختيار.
عند مواجهة هذه الأنواع من الآلات، ينظر إليها العديد من الأشخاص عن طريق الخطأ على أنها مجرد اختلافات في نفس المعدات. في الواقع، تختلف فلسفاتهم الأساسية في التصميم بشكل كبير.
إن المفهوم الأساسي وراء مخرطة CNC ذات البرج المزدوج بسيط: إذا كان برج واحد يفتقر إلى محطات أدوات كافية، فما عليك سوى إضافة برج آخر. يعمل البرجان بشكل مستقل، كل منهما قادر على حمل أنواع مختلفة من الأدوات. بالتنسيق مع نظام CNC، يمكنهم قطع قطعة العمل في وقت واحد أو بالتسلسل المتناوب. إن منطق تقليل وقت الدورة واضح ومباشر: مع قطع أداتين في وقت واحد، تستغرق العملية بطبيعة الحال وقتًا أقل.
إن النهج الذي تتبعه مخرطة CNC ذات المغزل المزدوج مختلف تمامًا. لا ينصب تركيزها على "عدد الأدوات التي يتم قطعها في وقت واحد"، بل على "إلى أي مدى يمكن لقطعة العمل أن تتقدم داخل الآلة". بمجرد أن يكمل المغزل الرئيسي عمليات الجانب الأمامي، يتم نقل قطعة العمل مباشرة إلى المغزل الفرعي - دون مغادرة الماكينة أو الحاجة إلى التقليب اليدوي - لإكمال معالجة الجانب الخلفي أو الوجه النهائي. تتم العملية برمتها في دورة لقط واحدة.
باختصار: يعمل تصميم البرج المزدوج على توسيع بُعد الأدوات، في حين يعمل تصميم المغزل المزدوج على توسيع بُعد تدفق قطعة العمل. لاتخاذ الاختيار الصحيح، حدد مكان عنق الزجاجة لديك - تدفق الأدوات أو قطعة العمل - ويصبح الاتجاه الصحيح واضحًا.
على الرغم من أن مخرطة CNC ذات البرج المزدوج ليست حلاً عالميًا، إلا أنها توفر مزايا مميزة في سيناريوهات محددة.
يمكن للبرجين العمل بشكل تعاوني - على سبيل المثال، يتعامل أحدهما مع القطر الخارجي بينما يقوم الآخر في نفس الوقت بتشكيل التجويف الداخلي أو الوجه النهائي. بالنسبة لقطع العمل ذات الميزات المركزة في أحد الأطراف والتي تتطلب العديد من خطوات المعالجة، يمكن أن يؤدي وضع القطع المتزامن هذا إلى تقليل أوقات الدورات بشكل كبير. كلما زاد حجم الدفعة، أصبح التأثير التراكمي لتوفير الوقت هذا أكثر وضوحًا.
يعمل إعداد البرج المزدوج على مضاعفة عدد محطات الأدوات المتاحة بشكل فعال. بالنسبة للعائلات الجزئية التي تتطلب عمليات متنوعة وتغييرات متكررة للأدوات، غالبًا ما تواجه الآلات ذات البرج الواحد نقصًا في محطات الأدوات، مما يضطر إلى تقديم تنازلات. توفر تكوينات البرج المزدوج مرونة أكبر في تخطيط الأداة، وبالتالي تقليل وقت التوقف عن العمل الناتج عن قيود محطة الأدوات.
تكون الأعمدة النحيلة والمكونات الأنبوبية عرضة للاهتزاز أثناء الدوران بسبب البروز الزائد. يسمح تكوين البرج المزدوج بتقسيم العمل حيث يقوم أحد البرجين بإجراء القطع بينما يوفر الآخر دعمًا إضافيًا، وبالتالي تحسين استقرار المعالجة لمكونات العمود الطويل.
في حين أن قيمة الأبراج المزدوجة تكمن في المقام الأول في خفض الكفاءة، فإن قيمة المغازل المزدوجة توجد بشكل أكبر في إدارة العمل واكتمال التشغيل الآلي.
في كل مرة يتم إعادة تثبيت قطعة الشغل، يجب إعادة إنشاء المسند المرجعي. بالنسبة للأجزاء ذات المتطلبات الصارمة فيما يتعلق بالمحورية وتعامد الوجه النهائي، تظل الأخطاء التراكمية الناتجة عن عمليات التثبيت المتعددة مصدرًا لعدم اليقين، حتى مع أنظمة تحديد المواقع عالية الدقة. تعمل الماكينات ذات المغزل المزدوج على دمج المعالجة بالجانب الأمامي والخلفي في دورة تثبيت واحدة، مما يؤدي إلى إلغاء المرحلة التي تتراكم فيها مثل هذه الأخطاء من الناحية الهيكلية.
عند تنفيذ المعالجة بالجانب الأمامي والخلفي على ماكينة ذات عمود دوران واحد، يجب على المشغلين قلب قطعة العمل يدويًا وإعادة ضبط الأدوات. في الماكينات ذات المغزل المزدوج، يتم نقل قطع العمل تلقائيًا بواسطة نظام التحكم، مما يلغي الحاجة إلى أن يقف المشغل في انتظار قلب الأجزاء. وهذا أمر مهم للغاية بالنسبة لخطوط الإنتاج ذات الحد الأدنى من الموظفين أو لعمليات النوبات الليلية غير المأهولة.
تتميز المكونات مثل الفلنجات، وأغطية المحامل، والأعمدة القصيرة عادةً بمتطلبات التشغيل الآلي عند كلا الطرفين. تعتبر قطع العمل هذه التطبيق المثالي للمخارط ذات المغزل المزدوج. يتولى المغزل الفرعي العمليات الخاصة بالطرف الخلفي، مما يسمح بتشكيل الجزء بأكمله في مسار واحد داخل الماكينة، مما يضمن الكفاءة والاتساق.
عند اختيار الآلة، هناك عدة أبعاد للاختلاف تتطلب تقييمًا دقيقًا.
يتم تكوين معظم المخارط ذات البرج المزدوج بعمود دوران واحد، الأمر الذي يتطلب تدخلًا يدويًا لتصنيع كلا الجانبين الأمامي والخلفي. في المقابل، تقوم المخارط ذات المغزل المزدوج بإكمال المعالجة على كلا الجانبين داخل الماكينة نفسها؛ لا تترك قطعة العمل الآلة أبدًا، مما يؤدي إلى سلسلة معالجة أكثر اكتمالاً.
بالنسبة للآلات ذات البرج المزدوج، تأتي مكاسب وقت الدورة من القطع المتزامن - حيث يؤدي القطع باستخدام أداتين في وقت واحد إلى تقليل وقت القطع الفعلي. بالنسبة للآلات ذات المغزل المزدوج، تأتي المكاسب من التخلص من وقت عدم القطع - على وجه التحديد، الوقت الذي يتم قضاؤه في انتظار تقليب الأجزاء وإعادة تثبيتها. ولا يمكن مقارنة منطق الكفاءة هذا بشكل مباشر؛ يجب مراعاة خطوات العملية المحددة المطلوبة لقطعة العمل.
يشبه منطق الصيانة للآلات ذات البرج المزدوج منطق مخارط CNC التقليدية، وإجراءات استكشاف الأخطاء وإصلاحها لأنظمة البرج مألوفة بشكل عام للفنيين. ومع ذلك، تشتمل الآلات ذات المغزل المزدوج على آلية إضافية لنقل المغزل الفرعي ومنطق التحكم في التزامن. وبالتالي، فإن المتطلبات الفنية للصيانة واستكشاف الأخطاء وإصلاحها أعلى، مما يتطلب خبرة أكبر من موظفي الصيانة.
يقع كلا النوعين من الماكينات ضمن فئة معدات CNC المتوسطة إلى المتطورة. ورغم وجود فرق في السعر بينهما، إلا أن التكلفة ليست المعيار الوحيد للاختيار. بالإضافة إلى سعر شراء الآلة، يجب على المرء أن يأخذ في الاعتبار التكاليف الشاملة مثل تعديل خط الإنتاج، وفترات تدريب المشغل، وأوقات قطع الغيار؛ الاعتماد فقط على سعر الشراء يمكن أن يؤدي إلى نتيجة من جانب واحد.
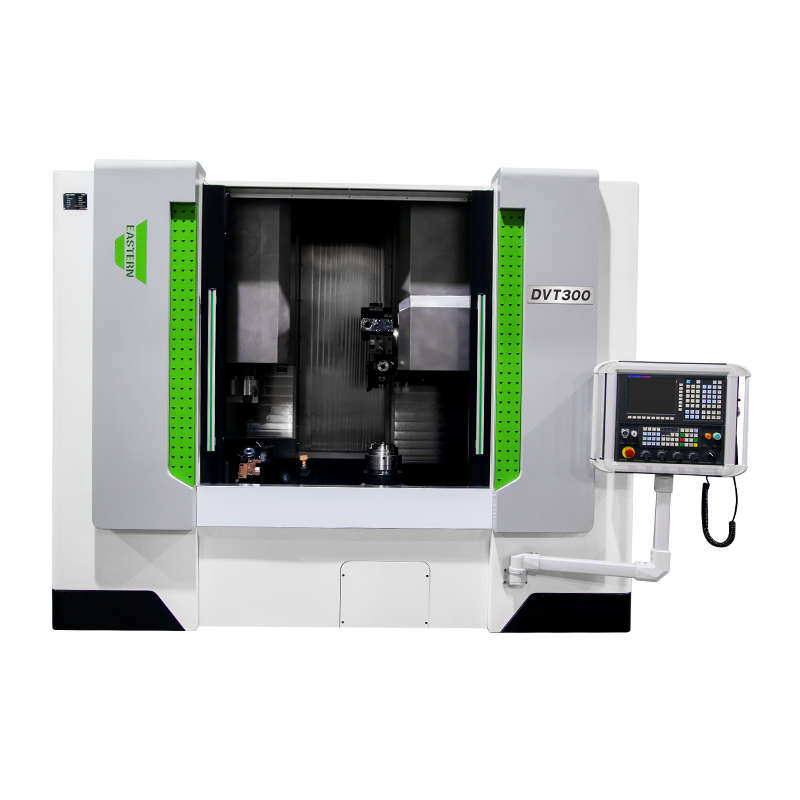
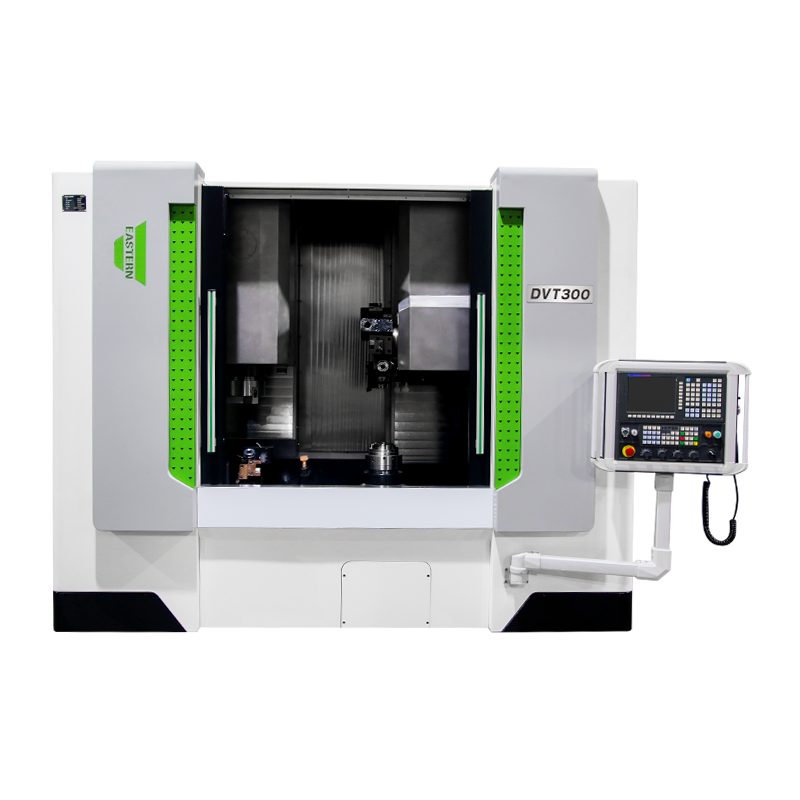
ال DVT300 ثنائي المغزل ، مخرطة CNC العمودية ذات البرج المزدوج هي عبارة عن مركز تصنيع عالي الكفاءة ومتعدد المهام تم تطويره بواسطة شركة Taizhou Dongfang CNC Technology Co., Ltd. وهي تستفيد من سنوات من الخبرة في تصنيع المخرطة العمودية وتدمج التقنيات المحلية والدولية المتقدمة. تتميز بتصميم مبتكر مع مغازل عمودية مزدوجة وأبراج مزدوجة، تتيح الماكينة المعالجة المتزامنة لقطعتي عمل أو التشغيل الآلي الكامل لكلا جانبي قطعة عمل واحدة في إعداد تثبيت واحد، مما يبسط بشكل كبير العمليات المتسلسلة التقليدية. يضمن النقل المباشر للأجزاء بين المغازل دقة التثبيت دون الحاجة إلى ذراع آلية، مما يعزز كفاءة المعالجة بنسبة تصل إلى 50% ويقلل تكاليف العمالة بشكل كبير.
ال machine tool features a high machining diameter of 300 mm and a machining height of 400 mm. It is equipped with an 8-inch hydraulic chuck, a high-torque servo spindle, and a 12-station live-tool turret. It offers robust capabilities for turning, threading, and machining spherical, conical, and end-face surfaces, as well as grooves and complex rotational geometries; milling and drilling functions are available as options.
يحتوي كل برج عادةً على محاور مستقلة خاصة به تعمل بمحرك مؤازر، مما يسمح بتحديد المواقع والتغذية بشكل مستقل تحت التحكم متعدد القنوات لنظام CNC. إلا أن درجة "الاستقلال" تختلف؛ تختلف طرق التنفيذ فيما يتعلق بتخصيص المحاور والتحكم في الاستيفاء عبر العلامات التجارية وأنظمة التحكم. تدعم بعض النماذج توسيع المحور Y على الأبراج، مما يزيد من درجات الحرية. قبل الشراء، من الضروري التحقق من تكوين قناة نظام التحكم وكيفية تنسيق البرجين على مستوى البرمجة.
يعتمد نقل قطع العمل على تزامن المغزل؛ في لحظة النقل، يعمل كلا المغزلين بنفس سرعة الدوران والمرحلة، مع إجراءات التثبيت التي ينفذها نظام التحكم وفقًا لتسلسل محدد مسبقًا. تتأثر دقة النقل بثلاثة عوامل: دقة تشفير المغزل، وسرعة استجابة نظام التثبيت، وجودة ضبط معلمة التحكم. بالنسبة لقطع العمل ذات المتطلبات المحورية الصارمة، عادةً ما تحتاج معلمات النقل إلى التحقق بشكل متكرر في ظل ظروف المعالجة الفعلية بدلاً من مجرد استخدام الإعدادات الافتراضية.
عندما تعمل مجموعتان من قوى القطع على قطعة العمل في وقت واحد، فإن الاختلافات الكبيرة في المعلمات يمكن أن تؤدي بسهولة إلى اهتزاز قطعة العمل أو التقلبات في حمل المغزل. تتضمن الأساليب الشائعة موازنة توزيع عمق القطع ومعدلات التغذية بين البرجين، وترتيب أوقات دخول الأبراج أثناء البرمجة، ووضع معلمات قطع متحفظة لعمليات الإنتاج الأولية - مع ترك هامش لصلابة النظام قبل تحسين الإعدادات تدريجيًا.
ال decision is primarily based on the workpiece's process requirements. If the workpiece is predominantly a rotational part with operations concentrated on the outer diameter, inner bore, and end faces, a dual-turret lathe is usually more efficient and targeted. If the workpiece involves significant milling, drilling, or tapping operations in addition to turning—especially when these operations are distributed across multiple planes—a turn-mill centre offers greater suitability. The boundary between the two is not absolute; process analysis is the direct method for making this determination.
تختلف مواصفات المغزل الفرعي بشكل كبير عبر نماذج الماكينات المختلفة. في بعض النماذج، يكون المغزل الفرعي مكافئًا بشكل أساسي للمغزل الرئيسي من حيث الطاقة ونطاق السرعة وحجم ظرف الظرف، مما يسمح له بالتعامل مع مهام القطع القياسية الثقيلة. في الموديلات الأخرى، تم تصميم المغزل الفرعي لعمليات التشطيب الإضافية؛ مع مواصفات أصغر، فهي مناسبة بشكل أفضل للقطع الخفيف أو تمريرات التشطيب. عند اختيار آلة، قم بمقارنة نطاق قوة وسرعة عمود الدوران الفرعي مع معلمات القطع الفعلية المطلوبة لعمليات الجانب الخلفي لقطعة العمل للتأكد من أنها تلبي الاحتياجات وتجنب المساس بقدرات التصنيع بسبب عدم كفاية مواصفات عمود الدوران الفرعي.
سيتم الرد على جميع اقتباساتك في غضون ساعتين بدعم المبيعات المهني لدينا.
استخدم أجزاء ومكونات موثوقة لضمان جودة المنتج.
يمكنك توقع تلبية طلبك في غضون 60 يومًا بعد تقديم الطلب.
يمكنك الاستمتاع بسنة واحدة لجميع produons لدينا.
منطقة صناعة شانغما ، تاون شينغ ، مدينة وينلينج ، تايتشو ، تشجيانغ ، الصين.
Copyright © Taizhou Eastern CNC Technology Co. ، Ltd.

الشركة المصنعة للأدوات